

![Fig. 1 - Per le operazioni di tornitura viene utilizzata questa formula per calcolare la velocità di asportazione Va del materiale (espressa in mm3/min): Va = Vp ∙ f ∙ d dove Vp è la velocità periferica del componente in rotazione (mm/min), f è il la velocità di alimentazione, ovvero di quanto avanza il componente ad ogni rotazione (mm), e d è la profondità del taglio (mm). Noto Va il software risale così al costo dell’operazione: tempo [min] = volume materiale asportato [mm3]/Va [mm3/min] Costo [€] = tempo [min]∙costo macchina [€/min]](https://www.ilprogettistaindustriale.it/files/2014/02/Fig-1a.jpg)
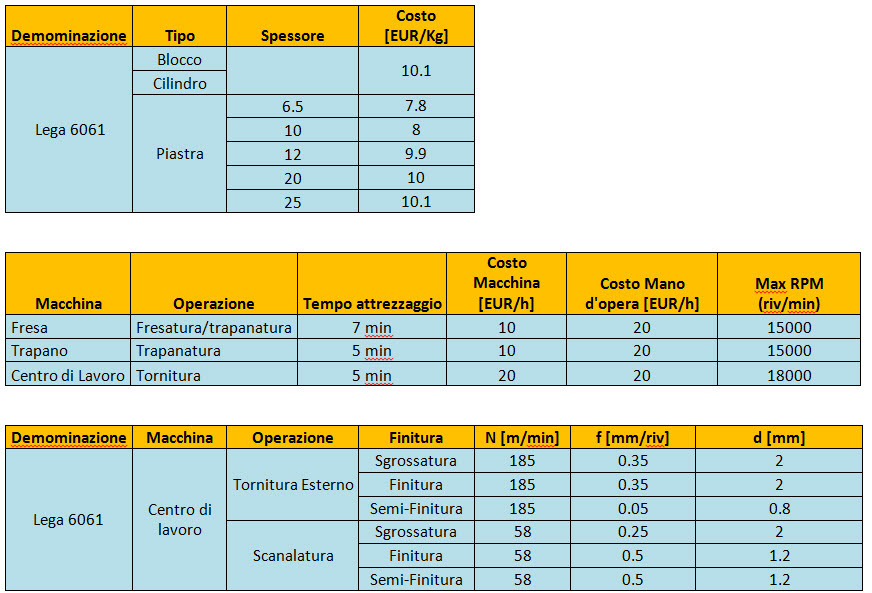
Va = Vp ∙ f ∙ d
dove Vp è la velocità periferica del componente in rotazione (mm/min), f è il la velocità di alimentazione, ovvero di quanto avanza il componente ad ogni rotazione (mm), e d è la profondità del taglio (mm).
Noto Va il software risale così al costo dell’operazione:
tempo [min] = volume materiale asportato [mm3]/Va [mm3/min]Costo [€] = tempo [min]∙costo macchina [€/min]
In un periodo di altissima competizione questi strumenti forniscono un ausilio determinante alle varie figure coinvolte nella gestione di una commessa:
l’imprenditore può sapere già nelle prime fasi di concezione del progetto se gli obbiettivi di margine da raggiungere possono essere erosi da costi di produzione eccessivi. Se tali target non fossero raggiunti può fare subito intervenire il reparto progettazione per operare delle modifiche atte a ridurre i costi.
Il progettista, in quanto questi strumenti abbattono finalmente le barriere tra progettazione e produzione, permettendo di avere delle valutazioni del costo in tempo reale. Ciò gli permette di operare delle scelte nell’ottica del “Design to Cost” fin dalle prime fasi di progettazione quando l’impatto sui tempi e sui costi di progettazione è molto basso.
Il reparto produzione o il terzista in quanto è possibile dare delle stime di costo molto più rapide e precise (ripetibili e sulla base di dati misurabili) rispetto alle valutazioni basate su calcoli manuali, fogli Excel, o sull’esperienza.
Gli strumenti di “costing” oggi disponibili possono effettuare valutazioni sia su componenti prodotti con lavorazioni per asportazione di truciolo, sia particolari in lamiera prodotti con processi di deformazione plastica. Il calcolo si basa su parametri geometrici e topologici che vengono calcolati dal CAD (volume del componente finito, volume asportato di materiale, perimetro esterno della lamiera o delle asole interne, ecc..), e su un database contenente parametri utili a calcolare il costo (dimensioni del materiale grezzo e costo al Kg, costo delle lavorazioni e di attrezzaggio delle macchine).
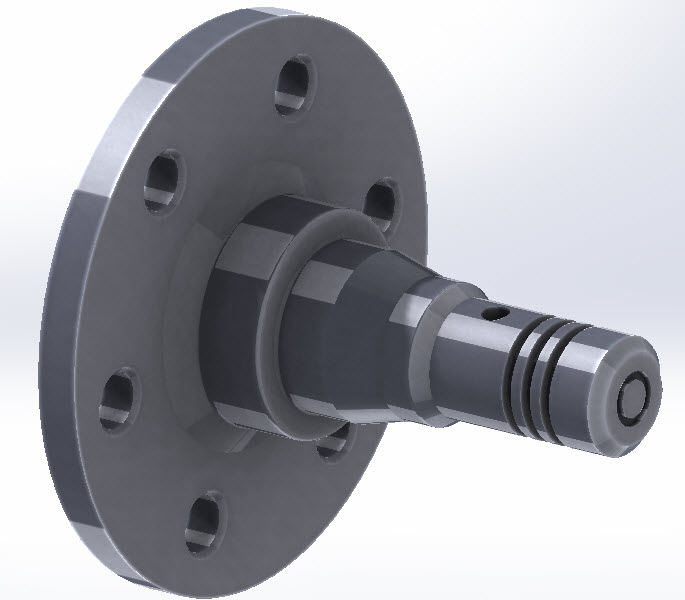
 Nel caso delle lavorazioni per asportazione di truciolo il software calcola dei tempi per svolgere l’operazione sulla base di formule ormai consolidate nel campo delle lavorazioni meccaniche, e da questi deriva dei costi di lavorazione. La figura 1 mostra la formula utilizzata per le operazioni di tornitura mentre la figura 2 mostra un estratto di alcuni dati presenti nel database del costing che possono essere utilizzati per un calcolo dei costi di operazioni di tornitura.
Nel caso delle lavorazioni per asportazione di truciolo il software calcola dei tempi per svolgere l’operazione sulla base di formule ormai consolidate nel campo delle lavorazioni meccaniche, e da questi deriva dei costi di lavorazione. La figura 1 mostra la formula utilizzata per le operazioni di tornitura mentre la figura 2 mostra un estratto di alcuni dati presenti nel database del costing che possono essere utilizzati per un calcolo dei costi di operazioni di tornitura.
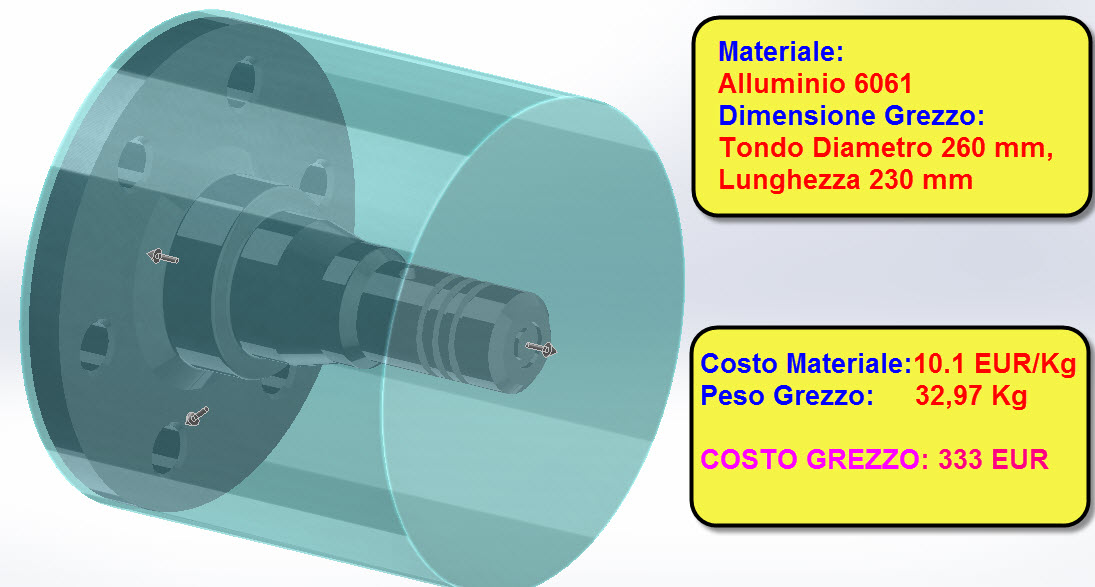
La valutazione del costo può diventare altamente dettagliata aggiungendo ulteriori parametri, come ad esempio il costo della manodopera, il costo di attrezzaggio, o il costo di ulteriori operazioni come la finitura superficiale, i trattamenti termici, o la verniciatura. La figura 3 mostra una valutazione di costo effettuata su di un componente prodotto con lavorazioni per asportazione di truciolo.
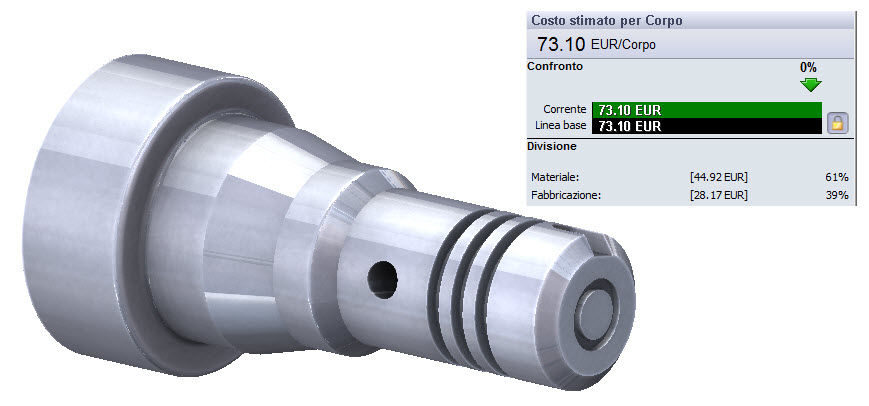
Il componente dell’esempio risulta avere un costo molto elevato dal momento che il materiale grezzo da utilizzare ha un volume molto elevato, e la quantità di materiale da asportare è molto grande. In un caso come questo il progettista, nell’ottica del “Design to cost” può pensare a metodi alternativi di fabbricazione per ridurre il costo. Ad esempio, come mostrato in figura 4, potrebbe pensare di produrre il componente come due particolari separati saldati: in questo modo si ha un abbattimento del costo di oltre il 74 %.



